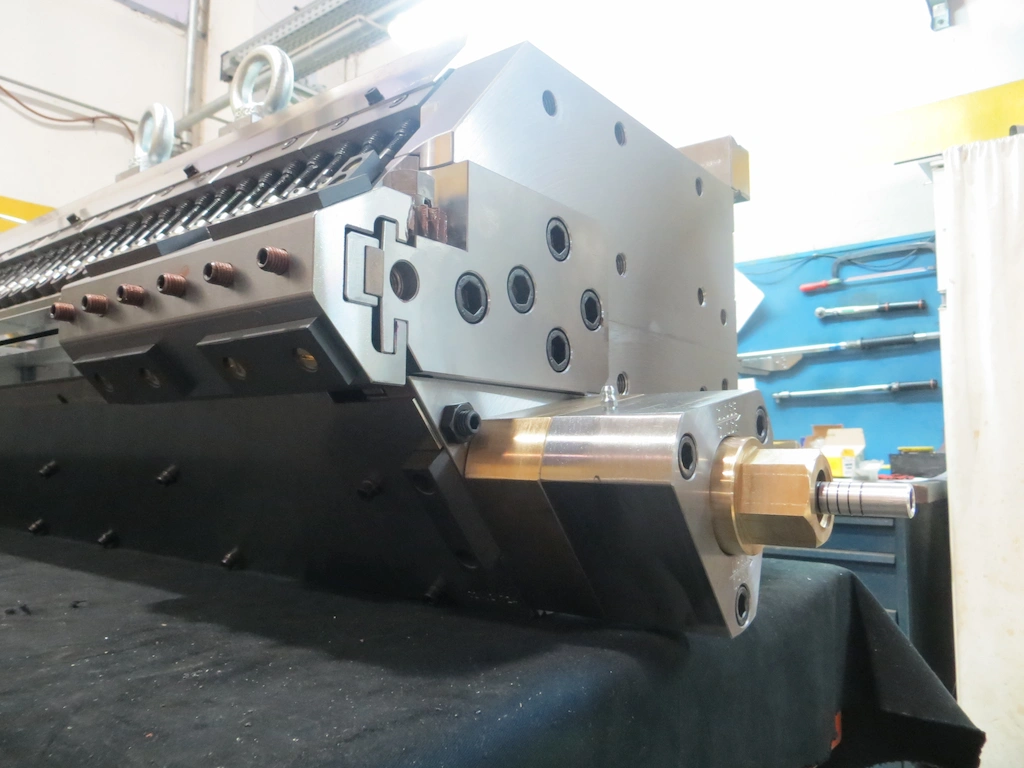
 manuelles externes Deckling-System zur Einstellung des Schmelzflusses. Zum Ändern der Folienbreite ist ein Anlagenstopp erforderlich. Einfaches und kostengünstiges System, welches hauptsächlich Verwendung findet, wenn Änderungen der Folien- oder Plattenbreite nicht sehr oft erforderlich werden.
manuelles externes Deckling-System zur Einstellung des Schmelzflusses. Zum Ändern der Folienbreite ist ein Anlagenstopp erforderlich. Einfaches und kostengünstiges System, welches hauptsächlich Verwendung findet, wenn Änderungen der Folien- oder Plattenbreite nicht sehr oft erforderlich werden.
manuelles, einfach zu bedienendes Decklingsystem mit horizontaler Positionskontrolle zur Einstellung der gewünschten Extrusionsbreite. Für die Einstellungsänderung ist ein Stopp der Extrusionslinie erforderlich.

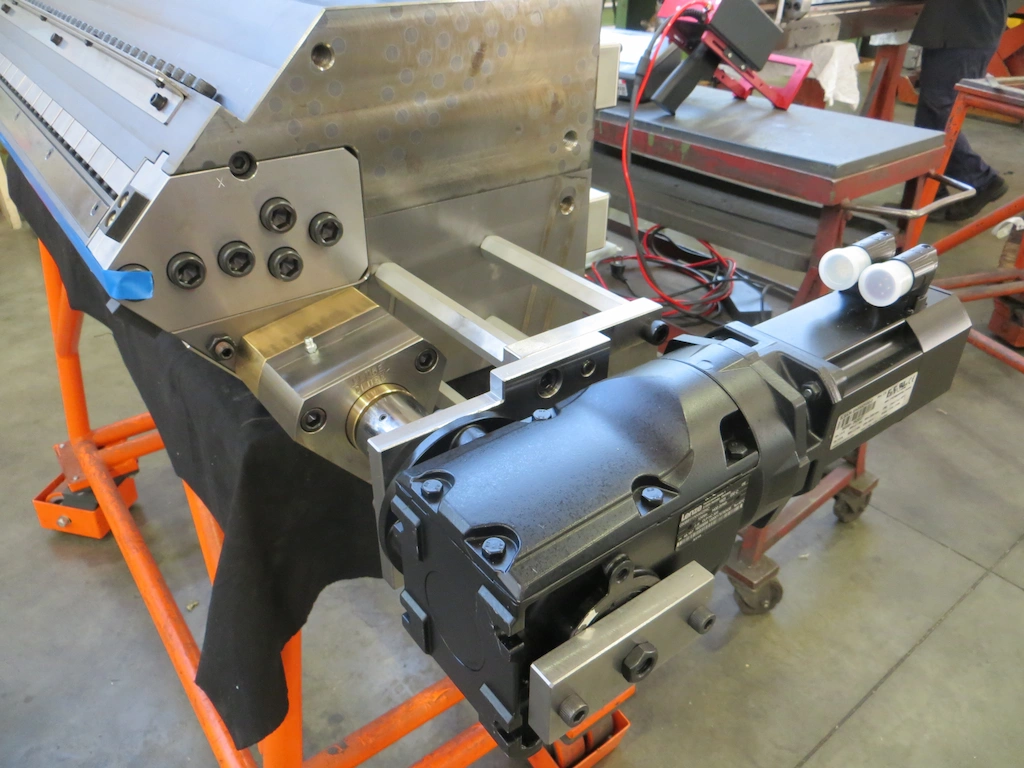
externes Deckling-System zur flexiblen Einstellung des Schmelzflusses. Mit diesem präzisen und robust gebauten System können Anlagenbediener die Folien- oder Plattenbreite ohne Linienstopp anpassen, um Ausfallzeiten und Produktionsabfall zu vermeiden. Findet hauptsächlich Anwendung bei großem Lippenspaltöffnungen (Plattenfertigung).
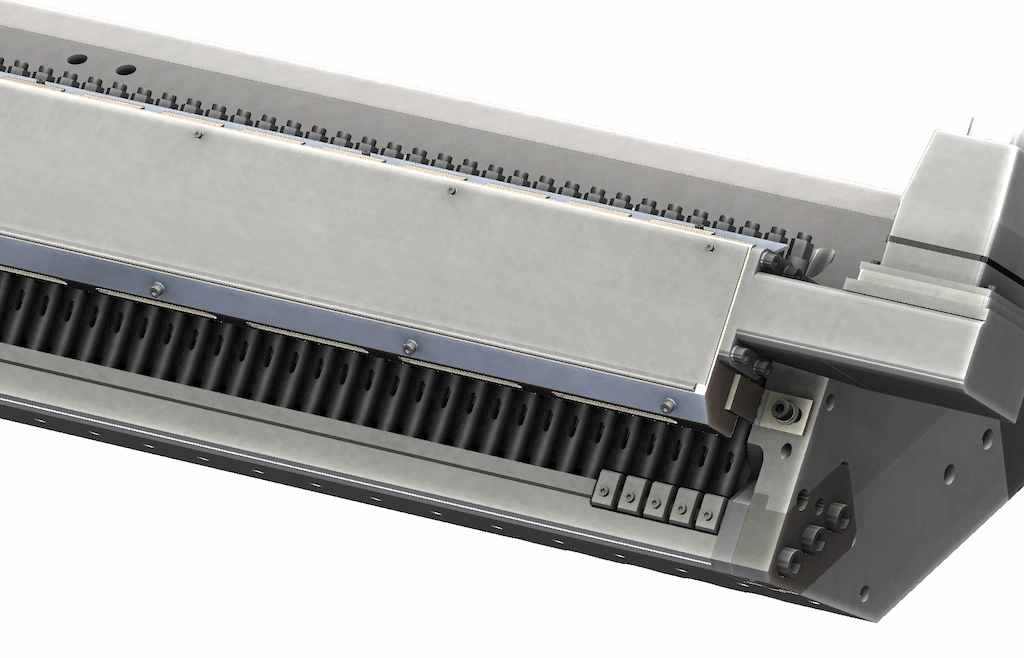
 internes einstellbares Deckling-System zur Reduzierung des Extrusionsflusses im Lippenbereich. Verstellung während des Betriebs, ohne die Anlage abzustellen, möglich.
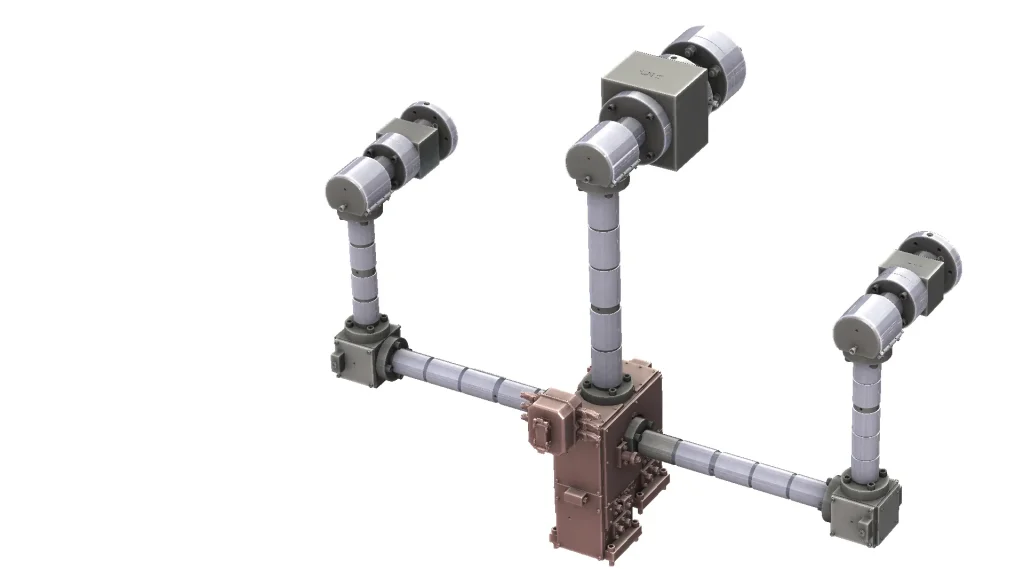
internes einstellbares Deckling-System zur Reduzierung des Extrusionsflusses im Lippenbereich. Verstellung während des Betriebs, ohne die Anlage abzustellen, möglich. Internes einstellbares Deckling-System zur Begrenzung des Schmelzflusses. Ausführung mit drei verstellbaren Einsätzen, platziert zwischen Schmelzekanal und Lippen, zur effizienten Randwulstreduzierung. Verstellung während des Betriebs, ohne die Anlage abzustellen, möglich.
Internes einstellbares Deckling-System zur Begrenzung des Schmelzflusses. Ausführung mit drei verstellbaren Einsätzen, platziert zwischen Schmelzekanal und Lippen, zur effizienten Randwulstreduzierung. Verstellung während des Betriebs, ohne die Anlage abzustellen, möglich.